振动落砂机的日常维护和保养方法
作者:西贝机械 时间:2026/6/8 17:08:47 次浏览
结合铸造车间现场工况、振动落砂机结构特点,整理分周期、分部件、可落地的日常维护与保养规范,涵盖每日巡检、周保养、定时分级保养、专项部件养护、润滑、电气及停机保管,同时标注现场实操要点与禁忌,适配固定式、输送式、双质体等各类振动落砂机。

振动落砂机 日常维护与保养规程
一、每日班前 / 班中巡检(必做,开机前 + 运行中)
(一)开机前检查(停机状态)
紧固件检查
全面查看机体、栅床、振动电机、电机座、弹簧支座、地脚螺栓,所有松动螺栓必须立即紧固;铸造车间振动大、粉尘多,螺栓松动是设备异响、部件断裂的首要原因。
弹性支撑(弹簧)检查
观察螺旋弹簧 / 橡胶弹簧 / 复合弹簧:有无断裂、裂纹、变形、偏斜、脱落;同组弹簧高度、弹力需保持一致,发现单根失效立即整组更换,禁止新旧弹簧、不同规格弹簧混用。
栅床与栅条检查
清理栅床缝隙、栅条间卡滞的砂团、飞边、铸件残料;检查栅条有无弯曲、开裂、严重磨损、焊口脱落,变形 / 破损栅条及时修补或更换,避免卡料、落砂效率下降。
振动电机外观检查
电机外壳无破损、积砂、油污;散热风扇、散热罩完好无堵塞;偏心块护罩齐全、紧固到位,严禁拆除护罩运行。
基础与机身检查
设备底座、机架焊缝无开裂;安装基础无下沉、开裂,机身无明显倾斜。
电气与安全检查
电源线、电缆无磨损、挤压、破皮;接线盒密封完好,防止型砂、水汽进入;设备接地装置牢固可靠,安全防护栏、盖板齐全。
(二)运行中巡检(空载 + 带料运行)
开机先空载运行 1~2 分钟,听整机运转声音:正常为均匀振动声,若出现尖锐异响、撞击声、金属摩擦声,立即停机排查。
观察振动状态:整机振动平稳,无局部剧烈抖动、跑偏;双质体机型上下体无异常碰撞。
监测电机温度:手摸电机外壳,正常温升手感微热;若明显发烫、冒烟、异味,立即停机。
带料作业时,严禁超载、偏载(砂箱 / 铸件集中堆放在单侧),偏载会导致弹簧、电机、机架受力不均,加速损坏。
配套除尘管道、软连接无破损漏风,粉尘不外溢。
二、每周保养(每班 / 每周统一执行,深度清理 + 紧固)
全面清灰清砂
彻底清理机体内部、弹簧间隙、电机表面、接线盒周围堆积的型砂、粉尘,粉尘堆积会影响电机散热、加剧部件磨损。
二次全面紧固
对所有连接螺栓、螺母复紧,重点加固栅床、振动电机、弹簧座、地脚等关键部位;有防松垫片的检查垫片是否失效。
偏心块检查
查看振动电机两端偏心块固定螺栓,确认无松动、移位;非专业人员禁止随意调整偏心块夹角(改变激振力会导致整机过载、共振损坏)。
线路与开关检查
清理配电箱、按钮、接触器表面粉尘;检查接线端子有无发热、氧化、松动,触头无烧蚀。
空载试机
空载运行 3~5 分钟,确认振动、噪音、温度全部正常后方可投入生产。
三、按运行时长分级保养(强制保养,以设备累计运行小时为准)
1. 累计运行 500 小时 中级保养
润滑作业(核心)
对振动电机轴承加注专用润滑脂;检查外置轴承、传动轴轴承运转状态,卡滞、异响及时处理。
弹簧深度检测
测量每组弹簧自由高度、压缩量,筛选疲劳、变形弹簧,整组更换。
栅床焊缝加固
检查栅床、料槽所有焊缝,对开裂、虚焊部位补焊加固。
减震部件检查
底座减震垫、橡胶减震器有无老化、硬化、开裂,失效件更换。
2. 累计运行 2000 小时 中修保养
易损件批量更换
更换严重磨损、变形的栅条、衬板;检查弹簧疲劳程度,弹性衰减严重则全部更换。
振动电机拆解检查
拆开电机端盖,检查轴承磨损、间隙;检查电机线圈有无积灰、老化,清理内部粉尘。
整机水平复测
用水平仪复测设备水平度,若基础沉降、机身倾斜,重新调平并加固地脚。
激振系统校验
核对两侧振动电机偏心块角度一致,保证两台电机同步运转,避免不同步造成机身撕裂。
管路、软连接更换
除尘软连接、密封胶条老化破损直接更换。
3. 累计运行 5000 小时 大修保养
振动电机整体检修 / 更换
电机轴承、油封全部换新;检测电机绝缘电阻,绝缘不达标需重新绕线或直接更换电机。
机架整体探伤
对主机架、底座、承重梁做外观及简易探伤,排查隐性裂纹,大型裂纹需整体加固或更换机架。
全机紧固件更新
长期振动会导致螺栓金属疲劳,关键受力部位螺栓统一更换新件。
整机振动平衡校正
专业人员对整机做振动平衡调试,消除共振点,降低噪音与部件损耗。
电气系统全面检修
更换老化电缆、接触器、继电器;校验过载、过热保护装置,确保保护功能灵敏。
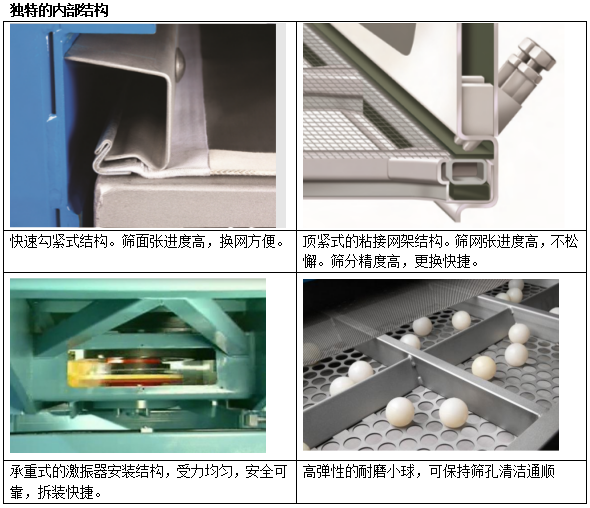
四、核心部件专项养护要点
1. 振动电机(最核心易损件)
环境:铸造车间粉尘大、温度高,严禁电机淋雨、长时间被热砂烘烤;
润滑:优先选用耐高温二硫化钼锂基润滑脂,加注量适中(轴承腔 1/2~2/3 即可),油脂过多会导致电机发热;
禁忌:两台配套电机必须同型号、同转速、偏心块角度完全一致,禁止单台运行、单台更换不同品牌电机;
存放:闲置电机轴头做好防锈,偏心块保持原厂角度。
2. 弹性支撑弹簧
螺旋弹簧:避免砂粒进入弹簧间隙,定期清理;出现断丝、永久变形立即整组更换;
橡胶弹簧:避免油污、高温烘烤,橡胶遇油易老化开裂;表面出现龟裂、发软失去弹性及时更换;
复合弹簧:兼顾刚度与减震,禁止重击、挤压。
3. 栅床 / 栅条
日常及时清理卡料,防止铸件、硬砂团长期撞击栅条;
磨损严重的栅条可堆焊耐磨层延长使用寿命,无法修复则更换;
输送式落砂机额外检查输送板、刮板,防止跑偏、卡阻。
4. 双质体落砂机专用养护
重点检查上下机体连接弹簧、限位装置,保证两体间隙均匀,运行中无相互碰撞;定期检查导向件,防止偏移。
五、润滑管理规范(重中之重,振动设备寿命关键)
润滑脂选型
铸造高温、粉尘工况:选用 耐高温锂基润滑脂 / 二硫化钼润滑脂,不使用普通黄油。
加注周期
振动电机轴承:正常工况500 小时加注一次,高温 / 重载工况缩短至 300 小时;
外置传动轴、辅助轴承:300 小时补油一次。
加注要求
加注前清理油嘴周围粉尘,避免砂粒带入轴承;少油磨损、多油发热,严格控制加注量。
长期停用设备,重启前必须先补加润滑脂。
六、电气系统专项保养
配电箱、接线盒保持密封,每周清理内部粉尘,防止短路、漏电;
每月检测设备接地电阻,接地必须牢固,杜绝漏电风险;
电机过热保护、过载保护装置每月测试一次,失灵立即维修;
电缆线路架空或防护到位,避免被铸件、砂箱砸压磨损。
七、停机 / 长期封存保养(节假日、停产、换季)
1. 短期停机(3~7 天)
整机彻底清理积砂、粉尘;
各轴承补加少量润滑脂;
关闭电源,锁好配电箱。
2. 长期停机(15 天以上)
全面清灰、除锈,机架、金属外露面涂刷防锈漆 / 防锈油;
振动电机、轴类部件包裹防水防尘布,避免受潮生锈;
弹簧、橡胶件避免暴晒、重压;
每周人工盘动电机轴数圈,防止轴承抱死;
重启前:全面检查、补油、空载试机,一切正常再带料生产。
八、现场操作禁忌与安全注意事项
设备运行时,严禁人员靠近、伸手清理卡料、检修部件,必须停机并挂牌 “禁止合闸”;
禁止超载荷、偏载作业,不得用重物撞击机体、栅床;
偏心块、激振力参数出厂已调试完成,非专业维修人员严禁私自调整;
禁止拆除电机护罩、安全护栏、减震装置运行;
维修更换弹簧、电机时,必须整组同规格更换,不混搭新旧件;
设备出现异响、抖动、跳闸、过热等异常,第一时间停机排查,禁止 “带病运行”。
上一篇:仓顶除尘器的选型要点有哪些?
下一篇:怎样判断煤粉振动筛是否发生共振?